注塑模具运水设计规范
2025-06-03
一、模具运水设计目的:
一般的塑料均是在200-280ºC左右的熔融状态下,注射入塑胶模具中,塑件冷却固化到60ºC左右顶出,这个过程中所散发的热量只有极小部分是对流和辐射到大气环境中,大部分都是靠冷却介质(水)带走,模具温度的控制对塑件的变形、收缩、以及尺寸稳定性均有较大的影响,且冷却时间在整个模具注塑周期中占约2/3的时间,所以模具需要设计最优化的运水,以便在最短的时间内生产出质量最好的产品
二、模具运水设计原则:
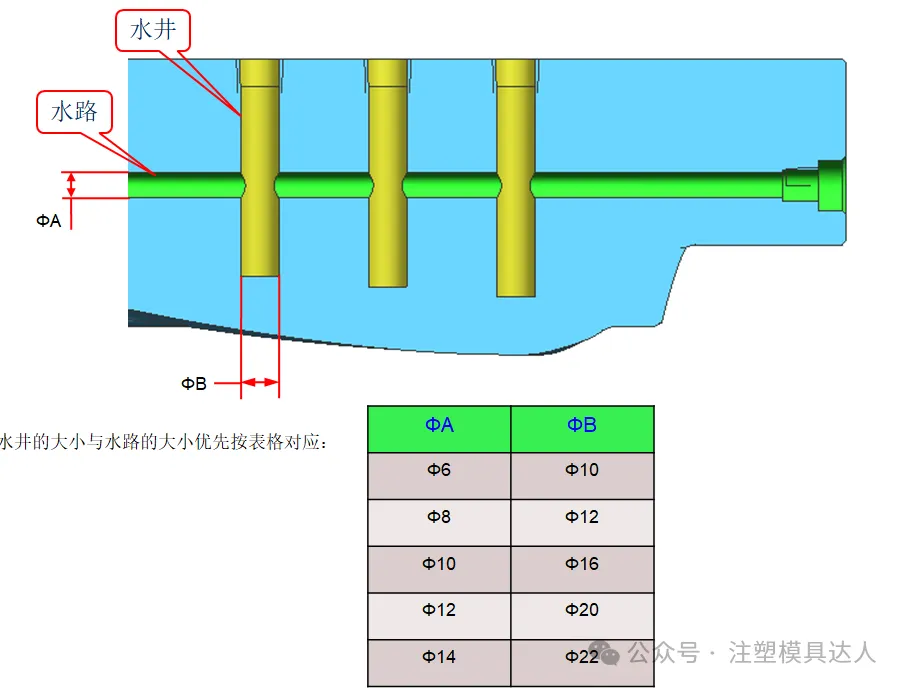
1.水路的直径通常公制有Φ6、Φ8、Φ10、Φ12、Φ15、Φ18,排运水时需根据产品大小及运水排布空间选择较大直径的运水,水路中如有止水栓,水路直径需保证有适合的止水栓;
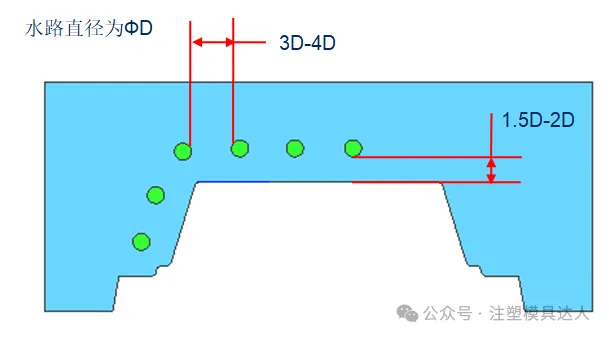
2.水路离产品边的距离:1.5D-2D,水路与水路之间的距离:3D-4D.
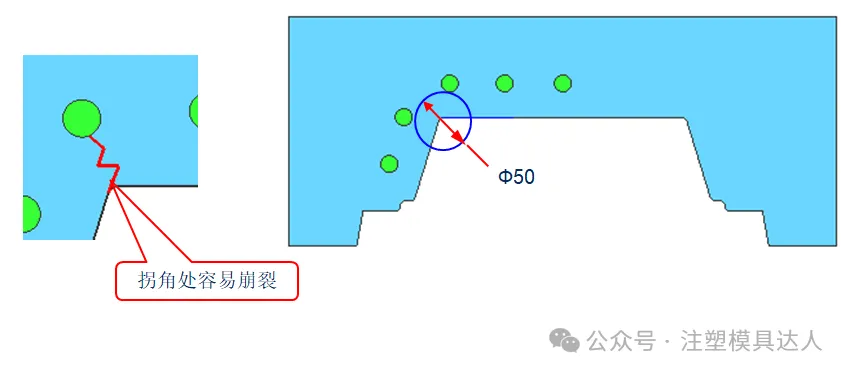
3.在拐角处Ф50的范围内尽量不要做水路,因为容易造成崩裂.
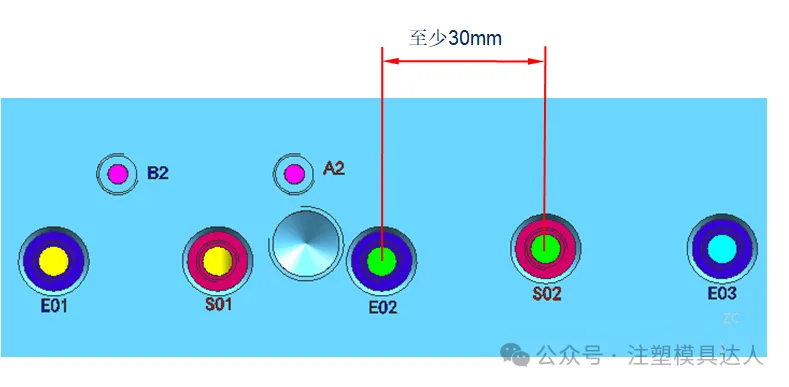
4.水路进出口之间的间距至少30mm
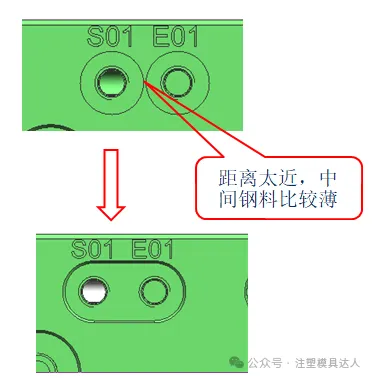
5.距离太近,中间钢料比较薄则设计成连通的槽
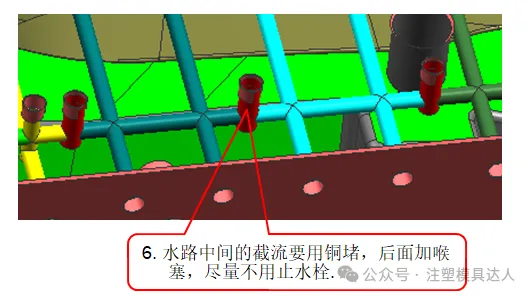
6. 水路中间的截流要用铜堵,后面加喉塞,尽量不用止水栓
声明:此篇为模人教育原创文章,转载请标明出处链接: http://m.ksmrjy.com/nd.jsp?id=27